
PVC vs ABS vs PP Edge Banding: How to Choose the Right Material for Your Market
Most material comparison guides tell you PVC is cheap, ABS is eco-friendly, and PP is recyclable — then leave you to figure out the rest. That's not useful. After 15 years of supplying edge banding to furniture factories across 50+ countries, I can tell you the decision is almost never about material properties. It's about three things: whether your target market will legally accept the material, whether your machine can run it without reject spikes, and whether your price tier can absorb the cost.
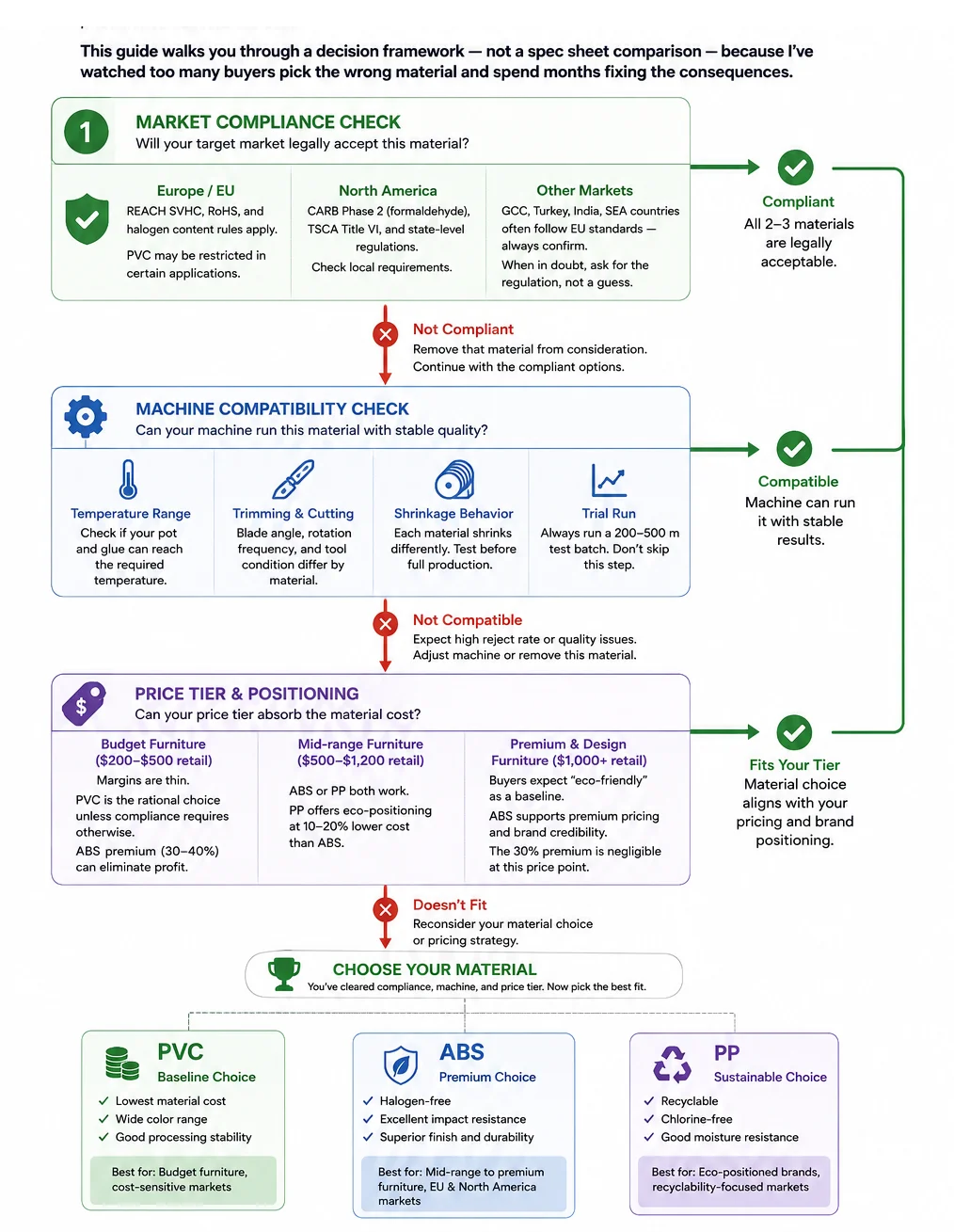
This guide walks you through a decision framework — not a spec sheet comparison — because I've watched too many buyers pick the wrong material and spend months fixing the consequences.
Start With Your Market, Not Your Budget
This is the single most common mistake I see. A factory owner calls and says, "I want the cheapest option — give me PVC." Two months later, his EU buyer rejects the shipment because the purchase order specified halogen-free materials.
Here's the reality:
If your furniture goes to the EU — many buyers and public procurement contracts now require halogen-free materials under REACH regulations. PVC contains chlorine, which makes it a halogen-containing polymer. In these markets, ABS is not optional — it's the only compliant choice. No amount of cost savings on PVC matters if your buyer physically cannot accept the material.
If your furniture goes to the US — TSCA and CARB regulations focus on formaldehyde (which applies to panels, not edge banding). There is no federal halogen ban. PVC is fully acceptable for the US market, and the vast majority of American cabinet manufacturers use it.
If your furniture sells in the Middle East, Africa, Southeast Asia, or Latin America — no halogen restrictions in most markets. PVC is the default for 70% of orders we ship to these regions. The remaining 30% that specify ABS are almost always compliance-driven — meaning the furniture is ultimately re-exported to EU or multinational retail chains with global procurement standards.
This is a binary gate. Before you compare prices, ask one question: does my end market restrict chlorine-containing materials? If yes → ABS. If no → continue to the next check.
Then Check Your Machine
I spent 15 years installing and commissioning edge banding machines before I started supplying materials. The number one source of production rejects I saw on factory floors was not bad material — it was the wrong material on the wrong machine settings.
Each material has different thermal behavior. If your machine is dialed in for PVC and you switch to PP without recalibrating, expect problems in the first batch.
Machine Parameters by Material
| Parameter | PVC | ABS | PP |
|---|---|---|---|
| Pot temperature | 200–220°C | 200–220°C | 210–230°C |
| Contact temperature | ≥ 120°C | ≥ 120°C | ≥ 125°C |
| Feed speed | 12–20 m/min | 15–25 m/min | 12–18 m/min |
| Roller pressure | 0.3–0.5 MPa | 0.3–0.5 MPa | 0.3–0.5 MPa |
| Trimming blade angle | 30–45° carbide | 35° carbide (must be sharp) | 30–40° carbide |
| Blade rotation interval | Every 20,000 m | Every 15,000 m | Every 20,000 m |
| Glue application rate | 8–15 g/m² | 8–15 g/m² | 10–15 g/m² |
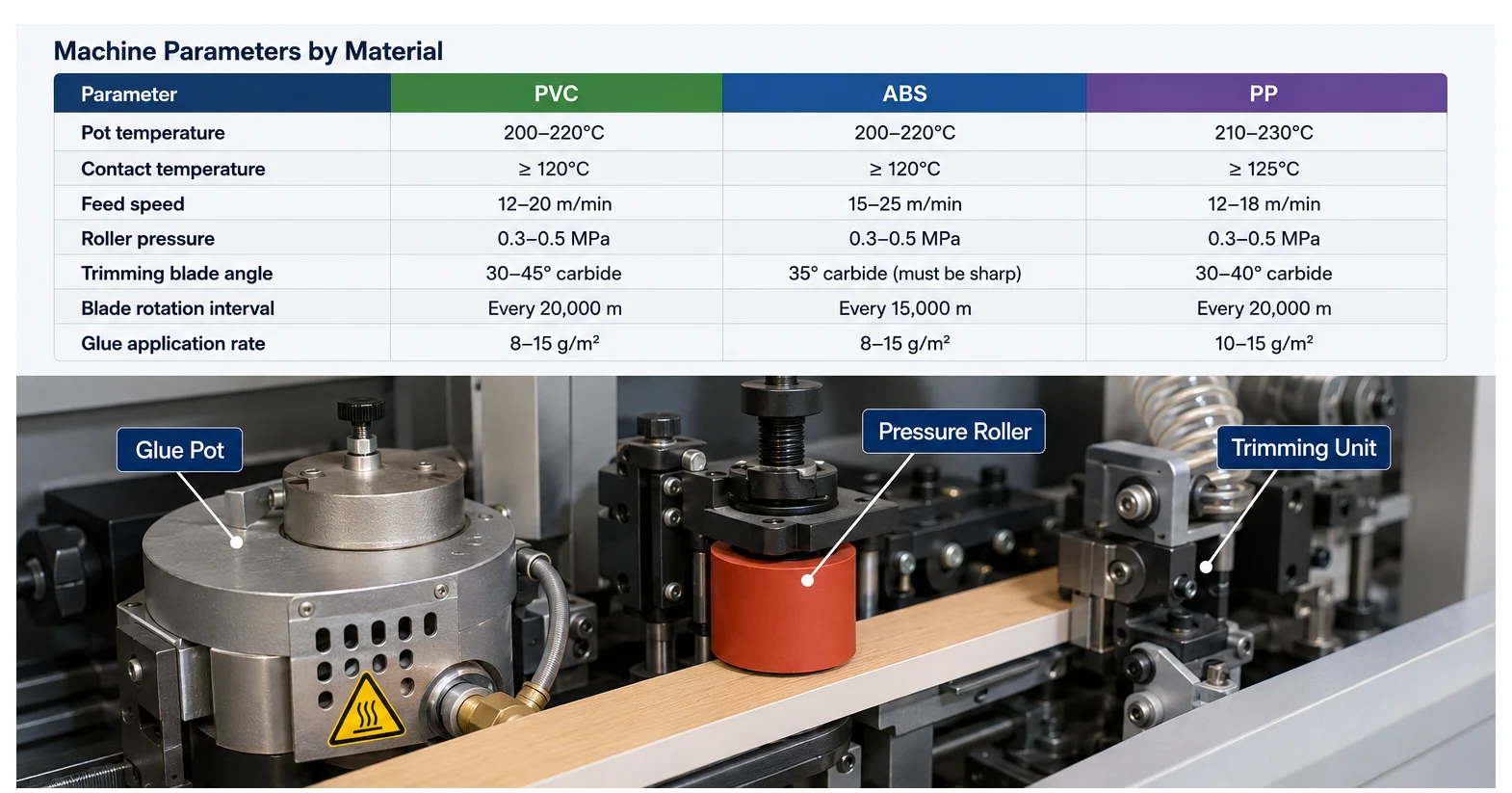 Machine parameters differ by material — switching without recalibration causes rejects
Machine parameters differ by material — switching without recalibration causes rejects
A real case that I see repeatedly: a small factory in Southeast Asia switches from PVC to PP because their European buyer wants an "eco-friendly" option. They don't adjust pot temperature (PP needs 10–20°C higher than PVC). The first 2,000 meters come out with poor adhesion. They call me and say the material is defective. It's not — their machine was still set for PVC.
Laser Edge Banding: ABS Only
If your factory runs laser or hot-air (NIR) edge banding technology, the decision is already made. Laser activation requires a co-extruded functional layer that currently only works with ABS. PVC releases chlorine gas under laser energy, which is both a health hazard and damages the equipment. PP's melt behavior is incompatible with the laser activation window.
Laser edge banding = ABS. No exceptions.
→ View our laser-compatible ABS edge banding
Now Consider Your Price Tier
Once you've cleared the compliance gate and confirmed machine compatibility, cost enters the equation. But cost is not just "price per meter" — it's about whether your furniture's retail price can absorb the material premium without eroding your margin.
Material Cost Index
| Material | Cost Index | Typical Application |
|---|---|---|
| PVC | 1.0× (baseline) | Budget to mid-range furniture ($200–800 retail) |
| ABS | 1.3–1.4× | Mid-range to premium ($500–2,000+) |
| PP | 1.1–1.2× | Eco-positioned mid-range ($400–1,200) |
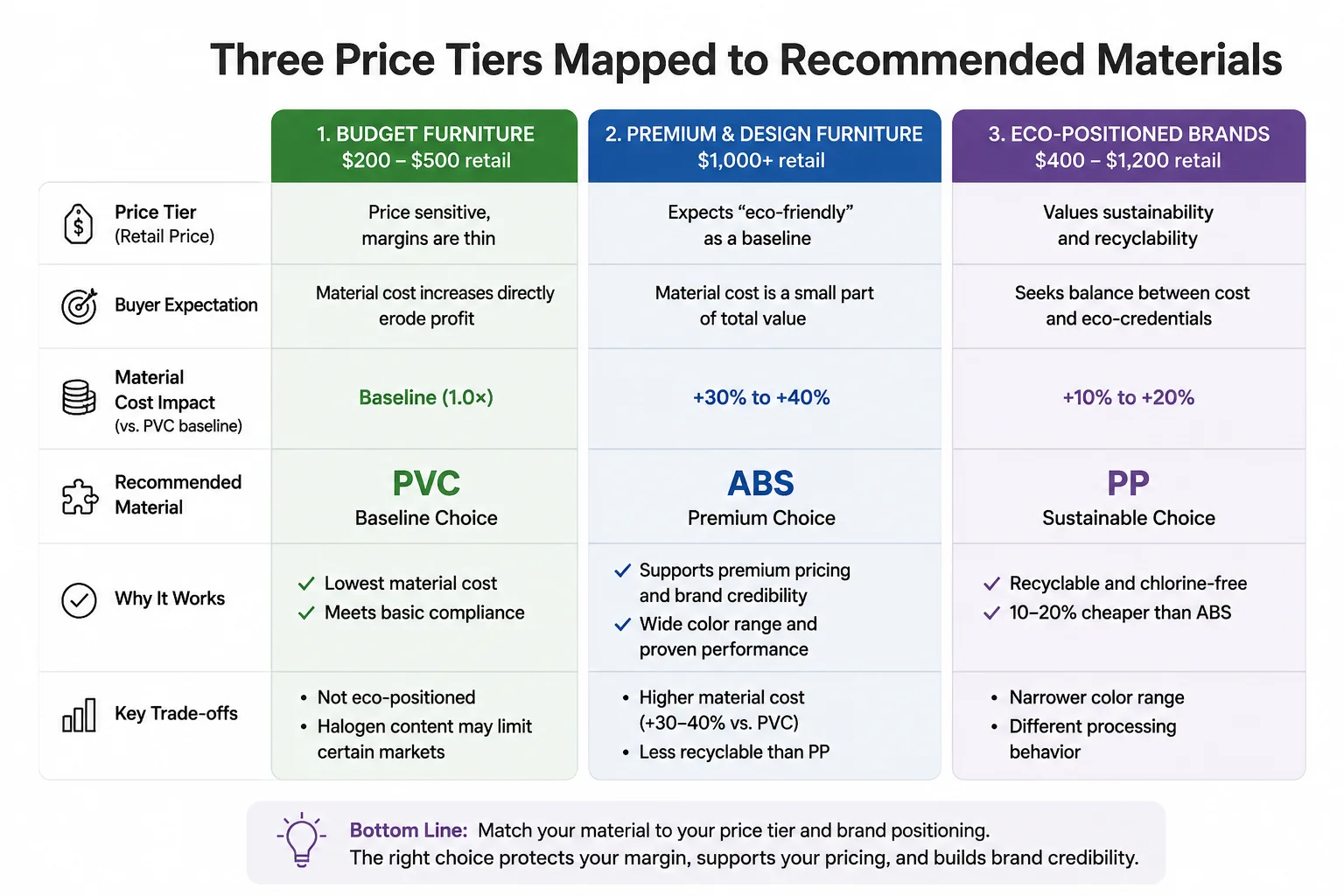
For budget furniture ($200–500 retail): Margins are thin. A 30–40% material cost increase from switching to ABS can eliminate your profit on a cabinet set. Unless your market requires halogen-free compliance, PVC is the rational choice. This is not a quality compromise — it's a margin reality.
For premium and design furniture ($1,000+): Your buyer expects "eco-friendly" as a baseline marketing claim, not a premium feature. Using PVC on a $2,000 kitchen set creates a brand credibility problem even if the material performs identically. ABS (or PP for recyclability messaging) supports the pricing and brand positioning. The 30% premium is negligible at this price point.
For eco-positioned brands: PP offers a middle ground — recyclable, chlorine-free, and 10–20% cheaper than ABS. The trade-off is a narrower color range and slightly different processing behavior. PP is gaining traction with Scandinavian and German eco-furniture brands that want recyclability documentation.
What Our Order Data Actually Shows
Theory is useful. Real order patterns are more telling. Across our shipments over the past two years, the material distribution breaks down by region like this:
Order Distribution by Region
| Region | PVC | ABS | PP |
|---|---|---|---|
| Middle East & Africa | 70% | 25% | 5% |
| EU distributors | 5% | 90% | 5% |
| Southeast Asia (domestic) | 75% | 15% | 10% |
| Southeast Asia (EU export) | 10% | 85% | 5% |
| Latin America | 65% | 25% | 10% |
| North America | 60% | 30% | 10% |
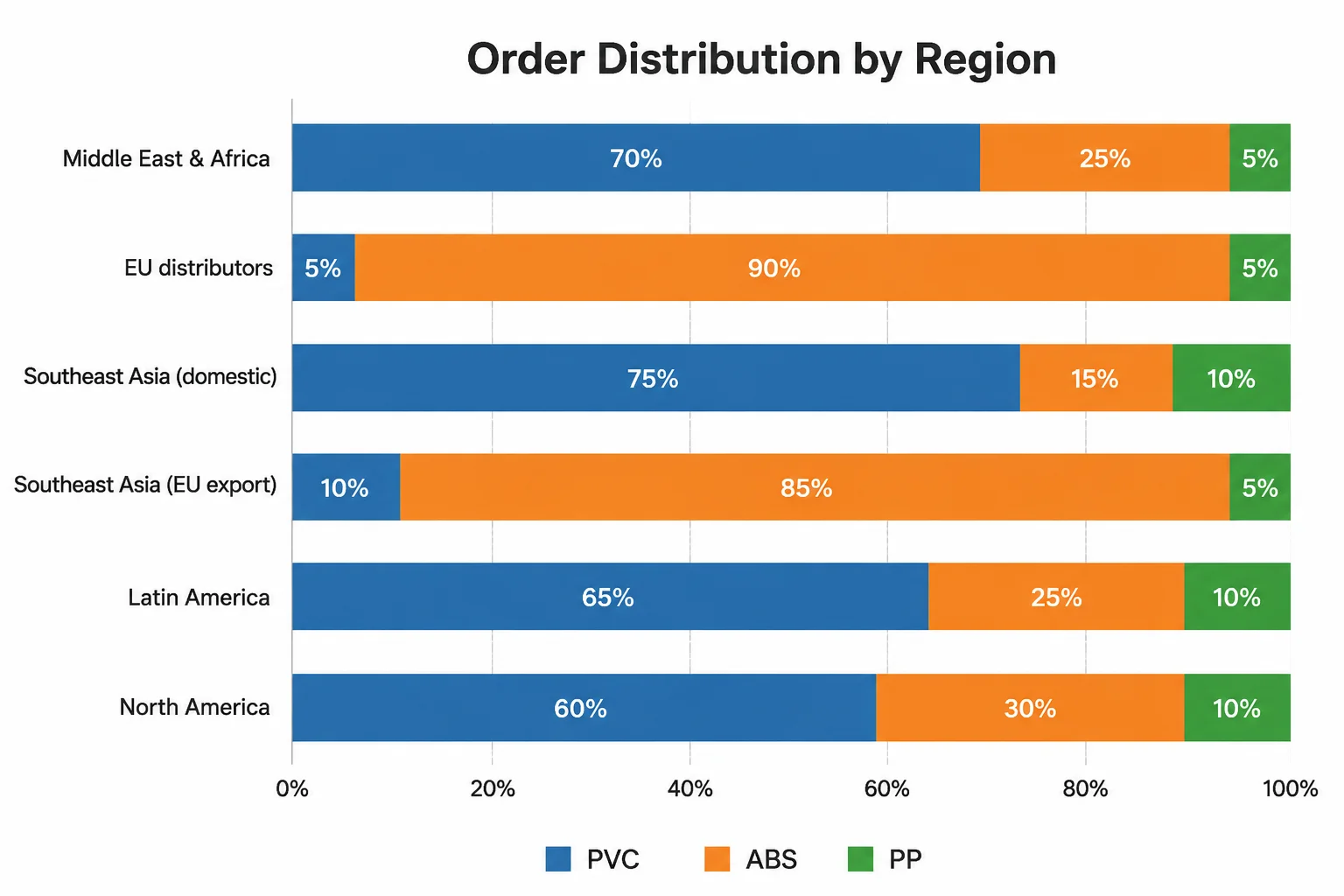
Notice the pattern: it's the destination market that determines material choice, not the factory's location. A Vietnamese factory making furniture for IKEA uses ABS regardless of what their domestic market prefers. A Turkish factory making furniture for the local market uses PVC even though they're geographically in Europe.
When a new customer asks me "which material should I use?", my first question is never about their budget. It's: "Where does your furniture end up?"
The Decision Framework
After thousands of orders, I've distilled the material decision into three sequential checks. Run them in order — don't skip to price.
Check 1 — Compliance Gate: Does your target market restrict halogen/chlorine-containing materials?
- Yes → ABS (or PP for recyclability preference). PVC is not an option.
- No → Proceed to Check 2.
Check 2 — Equipment Check: What activation method does your edge banding machine use?
- Laser or hot-air (NIR) → ABS only. No other material is compatible.
- Standard hot-melt (EVA/PUR) → All three materials work. Adjust parameters per the table above. Proceed to Check 3.
Check 3 — Price Tier: What is the retail price point of your furniture?
- Budget ($200–500) → PVC delivers the margin you need.
- Mid-range ($500–1,200) → PVC or PP. PP if eco-positioning matters.
- Premium ($1,000+) → ABS. The cost premium is negligible at this tier, and "halogen-free" supports brand value.
If your answer is still unclear after three checks, there's a fourth factor: what your specific buyer requires. Some multinational retailers (the ones supplying to EU + US + Asia from one factory) standardize on ABS across all SKUs to avoid managing multiple material streams. If your buyer has a material specification in their purchase order, that overrides everything above.
→ Check if your panel brand has a verified ABS match
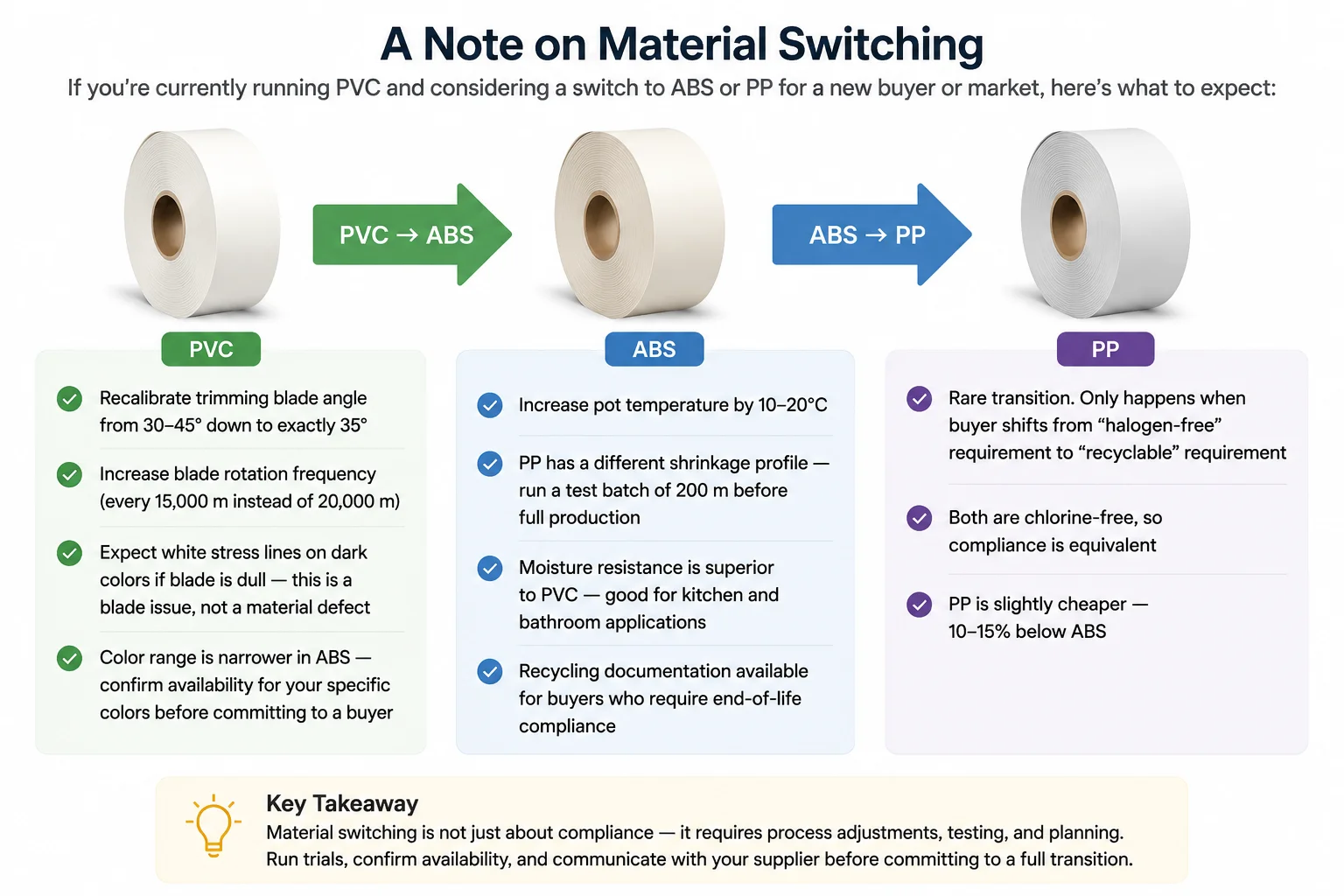
A Note on Material Switching
If you're currently running PVC and considering a switch to ABS or PP for a new buyer or market, here's what to expect:
PVC → ABS:
- Recalibrate trimming blade angle from 30–45° down to exactly 35°
- Increase blade rotation frequency (every 15,000 m instead of 20,000 m)
- Expect white stress lines on dark colors if blade is dull — this is a blade issue, not a material defect
- Color range is narrower in ABS — confirm availability for your specific colors before committing to a buyer
PVC → PP:
- Increase pot temperature by 10–20°C
- PP has a different shrinkage profile — run a test batch of 200 m before full production
- Moisture resistance is superior to PVC — good for kitchen and bathroom applications
- Recycling documentation available for buyers who require end-of-life compliance
ABS → PP:
- Rare transition. Only happens when buyer shifts from "halogen-free" requirement to "recyclable" requirement
- Both are chlorine-free, so compliance is equivalent
- PP is slightly cheaper — 10–15% below ABS
Frequently Asked Questions
Is ABS edge banding always better than PVC?
No. "Better" depends entirely on context. ABS is required when your market mandates halogen-free materials or when you use laser edge banding equipment. In markets with no halogen restrictions and standard hot-melt machinery, PVC offers the same functional performance at 30–40% lower cost. Choosing ABS when your market doesn't require it simply increases your cost without adding value.
Can I use PP edge banding as a cheaper alternative to ABS for EU markets?
In most cases, yes. PP is chlorine-free and meets REACH requirements for halogen-free procurement. However, PP has a narrower color range and requires temperature recalibration on your machine. Confirm with your specific buyer whether their halogen-free specification accepts PP — some EU tenders specifically call for ABS by name.
Why does ABS show white lines after trimming but PVC doesn't?
ABS has higher hardness (≥ 75 Shore D vs ≥ 65 for PVC). When the trimming blade is dull or the blade angle exceeds 35°, the cutting action creates micro-stress on the surface, which appears as a white line. The solution is not to switch back to PVC — it's to sharpen the blade and set it to 35°. At YipDeco, we formulate our ABS to minimize white-line sensitivity, but blade maintenance is the primary variable.
What is the MOQ for each material?
Stock colors: 100 meters per color for PVC, ABS, and PP. Custom colors: 3,000 meters per color for all materials. We accept mixed-material orders in the same container — you can combine PVC, ABS, and PP in one shipment.
→ Tell us your market and machine — we'll recommend the right material
Not sure which material fits your situation? Send us your target market, machine brand, and furniture price tier. We'll give you a straight recommendation — including telling you when PVC is the right choice, even though ABS costs more.
We won't oversell you. If it's not right for your market, we'll say so.
→ Contact YipDeco · View all edge banding materials · Browse 600+ stock colors




